ばね設計ウェビナー サンプル動画
過去配信したばね設計ウェビナーのサンプル動画です。
フル動画視聴をご希望の場合は、フル動画視聴申請ボタンよりお申し込みください。
設計式に用いる記号
| 記号 | 意味 | 単位 |
|---|---|---|
| d | 材料の直径 | mm |
| D | コイル平均径 | mm |
| Di | コイル内径 | mm |
| Do | コイル外径 | mm |
| ΔD | 負荷状態のコイル径の減少量 | mm |
| Na | 有効捲数 | 捲き(T) |
| θo | 自由角度 | rad、deg(°) |
| θ(θ1、θ2) | 指定角度(2点指定) | rad、deg(°) |
| ψ(ψ1、ψ2) | 動作角度(2点指定) | rad、deg(°) |
| T(T1、T2) | 指定トルク(2点指定) | N・mm |
| P(P1、P2) | 指定荷重(2点指定) | N |
| a1 | アーム長さ(荷重点側) | mm |
| a2 | アーム長さ(固定点側) | mm |
| ktr | トルクばね定数(rad) | N・mm/rad |
| ktd | トルクばね定数(deg) | N・mm/deg(°) |
| kpr | 荷重ばね定数(rad) | N/rad |
| kpd | 荷重ばね定数(deg) | N/deg(°) |
| E | 縦弾性係数 | N/mm2、MPa |
| c、D/d | ばね指数 | - |
| σ(σ1、σ2) | 曲げ応力(2点指定) | N/mm2、MPa |
| σMIN・σMAX | 曲げ修正応力 | N/mm2、MPa |
| κa・κb | 曲げ応力修正係数 | - |
| σB | 材料の引張強さ | N/mm2、MPa |
指定角度
トルクばね定数
トルクばね
材料の横弾性係数
ばねの設計に用いる“横弾性係数E”の値は、原則として以下による。
| 材質 | 縦弾性係数E |
|---|---|
| 硬鋼線・ピアノ線 | 196,000MPa |
| オイルテンパー線 | 196,000MPa |
| オーステナイト系ステンレス鋼線 | 176,400MPa |
| 析出硬化型ステンレス鋼線 | 184,240MPa |
| 黄銅線 | - |
| 洋白線 | - |
| りん青銅線 | 107,800MPa |
| ベリリウム銅線 | - |
ねじりコイルばねの設計公式
ねじりコイルばねの設計に用いる設計公式は、以下の通りである。
1. コイル平均径:D

2. ばね指数:c

3. ばね定数:k(アーム長さを考慮する必要のない場合)
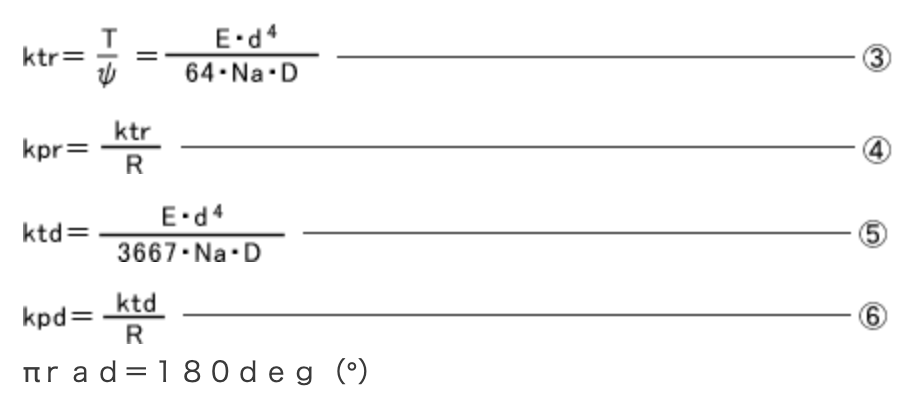
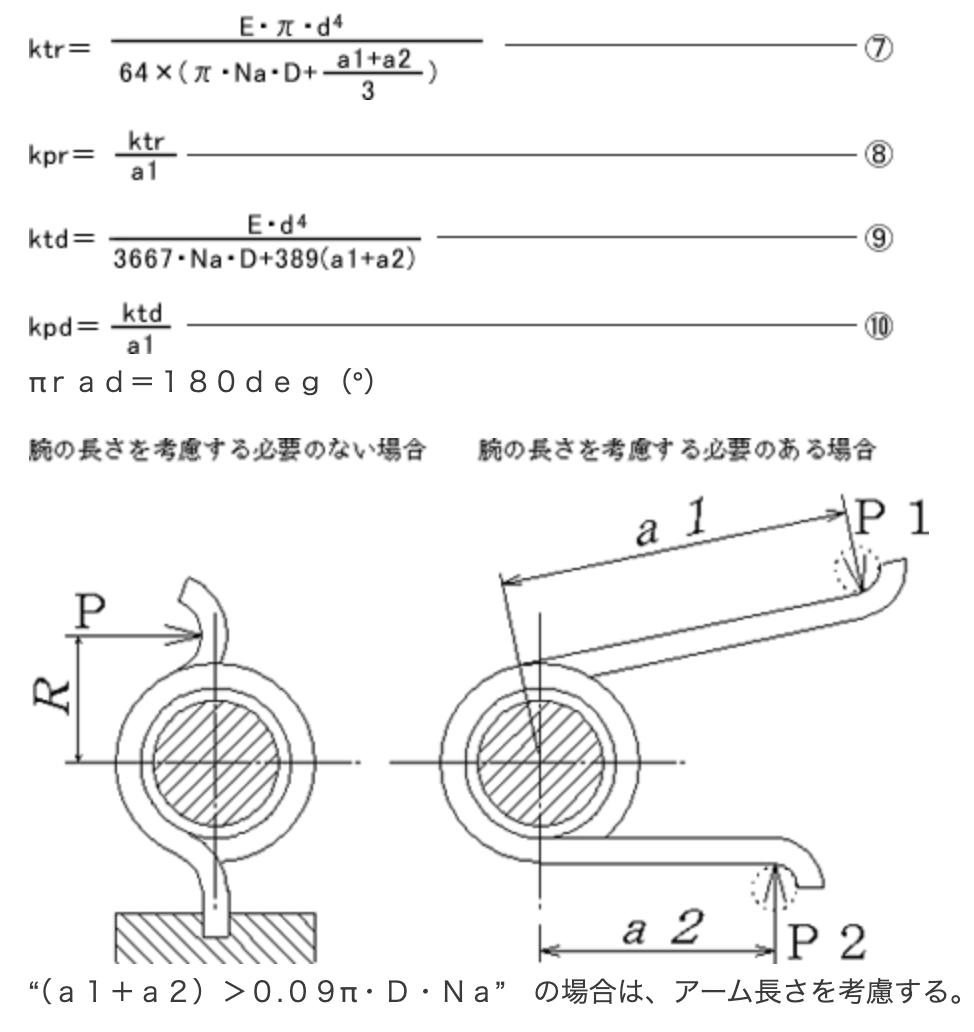
4. ばね定数:k(アーム長さを考慮する必要のある場合)
5. トルク:T、及び荷重:P

6. 曲げ応力:σ

7. 曲げ修正応力(捲込方向への動作):σMIN
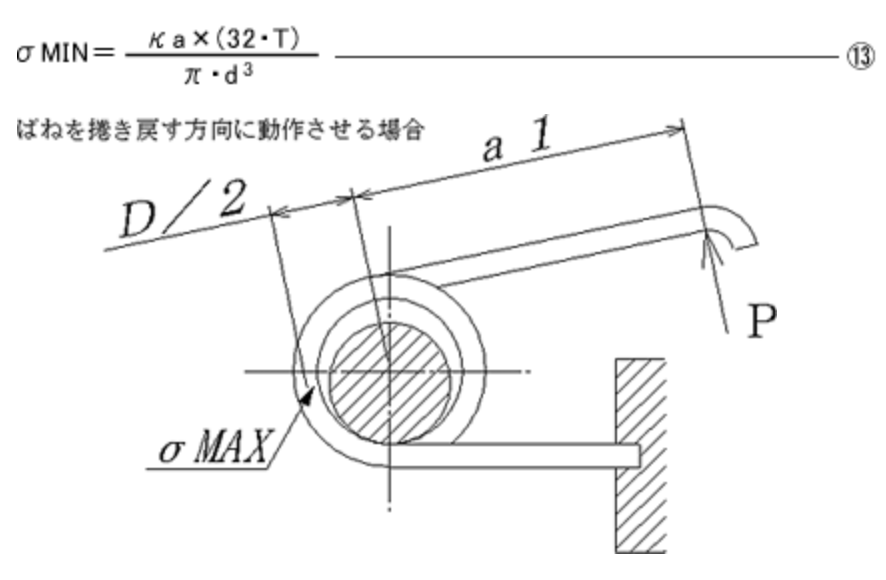
8. 曲げ修正応力(捲戻方向への動作):σMAX

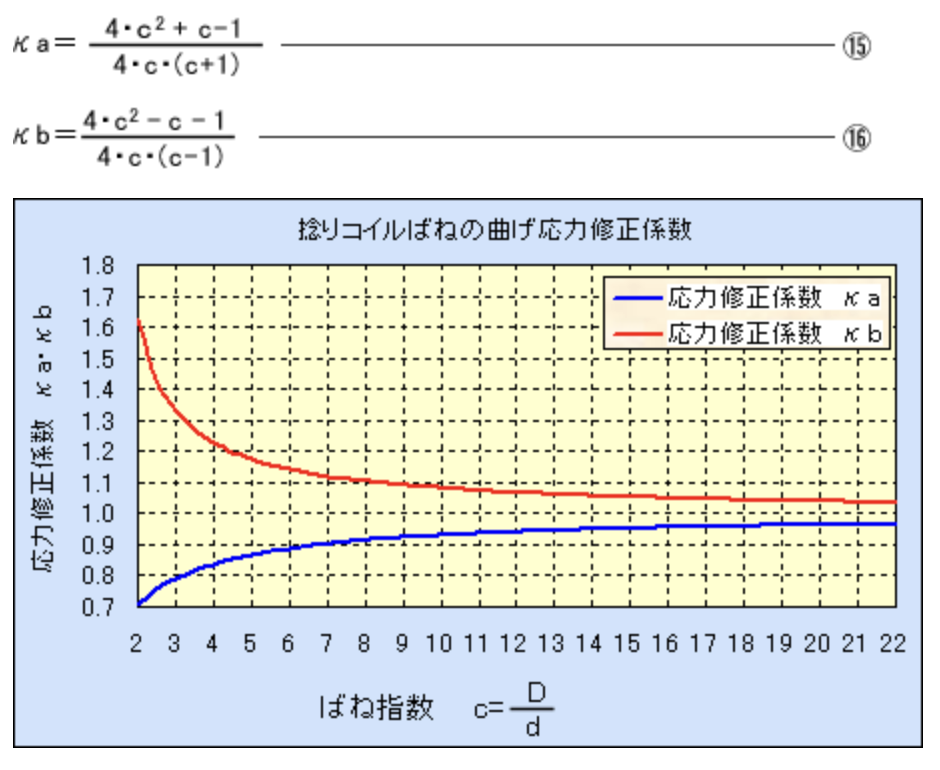
9. 応力修正係数:κa・κb
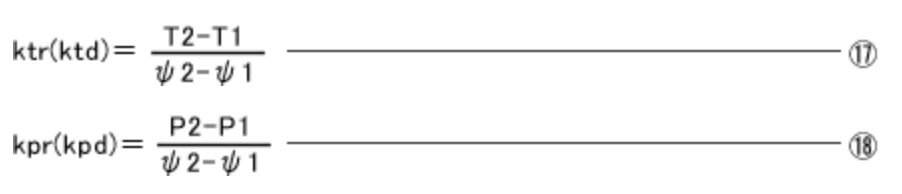
10. 2点荷重の場合のばね定数:k
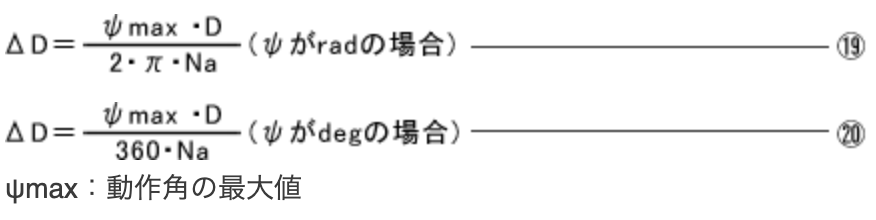
11. 負荷状態の(自由時からの)コイル径の減少量:ΔD
12. 最大動作時に抱き付きを起こさない案内棒(シャフト)の直径:Ds

ねじりコイルばねの設計で考慮すべき事項
ねじりコイルばねの設計において考慮すべき主な事項は、以下の通りである。
1. ばね指数:c
ばね指数が小さくなると局部応力が過大となり、また、ばね指数が大きい場合及び小さい場合は加工が困難となる。従って、冷間で成形する場合のばね指数は、6~15の範囲で選ぶのがよい。
2. 有効捲数:Na
有効捲数が3未満の場合、ばね特性が不安定になり、かつ、基本式から求めたばね定数との差異が大きくなるので、3以上とするのがよい。
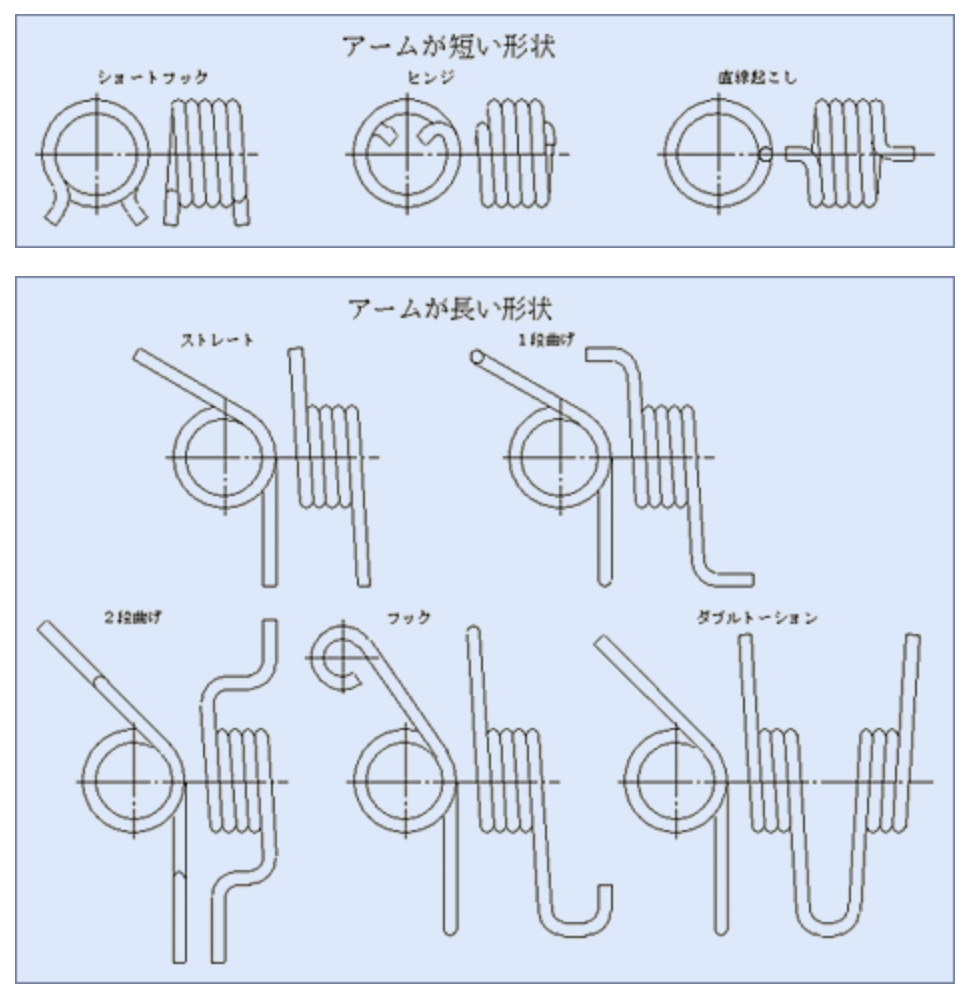
3. アームの形状
ねじりコイルばねのアームは、ばね内において不連続な応力状態に曝されるため、出来るだけ簡単な形状が望ましい。特に曲げ部については、内Rが1d以下の場合、応力集中による使用時での破壊や、加工時での折損等が発生する危険が高まる。
4. コイル径
コイル径は、ばねの使用状態に応じて内径(シャフトを用いる場合)又は外径(ガイドを用いる場合)で指定する。基本式に用いる平均径は、実際の測定に困難を伴うので用いないのが一般的である。
5. ボディー長さ
ねじりコイルばねは、密着捲きされていることが一般的であるが、アーム成形加工部の影響と、線径のわずかな不同の影響、更に、ばねを捲き込む方向に動作させた場合は、捲数の増加に伴いボディー長さ(コイルの軸方向の長さ)も大きくなるため、ボディー長さ>d×(Na+1)となってしまうことが比較的多い。従って、ばねを収納するスペースとのアソビについては、これらを十分に考慮する必要がある。また、特に必要でない場合は、指定しないのが一般的であり、どうしても指定する場合には、十分な許容差を設けることが必要である。
6. 動作方向
ねじりコイルばねは、コイル部を加工する際に、線の外径側には引張力、線の内径側には圧縮力が作用するため、加工の終了後には、それぞれ逆(線の外径側には圧縮力、線の内径側には引張力)の応力が残留する(これを残留応力と言う。)。従って、ばねを捲き込む方向に動作させる場合は、残留応力が軽減され、疲労強度が高まるが、ばねを捲き戻す方向に動作させる場合は、残留応力との相乗効果により、疲労強度が著しく低下することになる。これらのことから、ねじりコイルばねを使用する場合は、可能な限り、ばねを捲き込む方向に動作させるよう、周辺部品を設計することが重要である。
7. 負荷による捲数の増加と平均コイル径の減少
ねじりコイルばねは、ばねを捲き込む方向に動作させると、コイル径が減少し、捲数が増加する。従って、内径側にシャフトを使用する場合は、式(21)より求めた径より細いシャフトを使用しないと、ばねのシャフトへの抱き付き(捲き込み)が発生し、特性が不安定になったり、早期疲労破壊を生じたりする可能性が高まる。
8. ばね特性
じりコイルばねのばね特性は、アームの固定、保持の方法、内径側のシャフトの径、密着捲きの場合は、コイル間の密着力による摩擦等により、基本式との間の差異が大きく、特に必要でない場合は、指定しないのが一般的である。また、どうしても指定する場合には、十分な許容差を設け、かつ、アームの自由角度を参考値とすることが必要である。
9. 密着捲きとピッチ捲き
ねじりコイルばねは、密着捲きのものが一般的であるが、ピッチ捲きのものも少なくない。両者の特性の違いは、大凡下記の通りである。
| 密着捲き | ピッチ捲き |
|---|---|
| 加工は一般的で容易 | 加工に多少の困難を伴う |
| コイルの軸方向のバラツキは小さい | コイルの軸方向のバラツキは大きい |
| 座屈が生じにくい | 座屈が生じ易い |
| コイル間摩擦のため、ばね特性の基本式との間の差異が大きい | コイル間摩擦がないため、ばね特性の基本式との間の差異が小さい |
| 動作時にコイルの軸方向長さが変化する | 動作時にコイルの軸方向長さ変化はない |
| 運搬時にばね同士がからんでしまうことが少ない | 運搬時にばね同士がからんでしまうことが多い |
ねじりコイルばねのアーム形状
ねじりコイルばねのアームについて、基本的な形状を以下に示す。